


大型薄壁曲面车床旋压加工技巧
发布时间:
2021-12-15
来源:
大型薄壁曲面车床旋压加工技巧
大型薄壁曲面的成形加工,特别是单件小批量生产方式,如生产过程中传统的凸凹模或夹具方法,对模具夹具尺寸精度要求高,结构大,需要专用的大型拉延液压机设备,导致成本高,生产周期长。我生产了多种型号的密封容器,顶部是一个4-5 m大小的大型薄壁曲面,壁厚3mm,曲面延伸260-460 mm,为了解决以上问题,我们进行了技术攻关,解决了瓶颈,创新了加工方法,用大型立式车床制作了三圆弧复合转轮和夹具,用旋压快速成型进行加工,大大减少了产品数量,生产周期只有2个月。
旋压加工:1.典型工件产品介绍
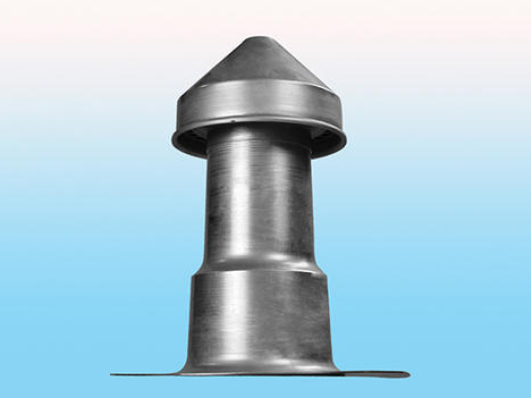
在两用圆柱形容器的生产中,直径为4400毫米的顶部和超大薄壁曲面的薄壁厚度仅为3毫米,材料为LF21-0铝板。如图1所示,工件由于达不到一定批量,加工难度大,不适合用模具和夹具制造。针对这一问题,我们将攻关技术关键,采用大型薄壁曲面车床快速旋压加工方法进行产品交付。
旋压加工:2.薄壁曲面车床快速旋压方法原理
拉伸旋压主要依靠坯料沿半径方向的伸长变形来实现坯料的弯曲塑性变形。在此过程中,坯料的外表面在厚度方向上的延伸率大于内表面,而材料的表面由平面变为凹球面,面积不断增大,是其主要的变形方式。在成形过程中,可以清楚地看到毛坯球面的变化。
超大球面曲面的旋压加工方法是将一定厚度、延展性好的铝板周边固定在圆形法兰工装上。为确保铝板与支撑法兰,紧固,将法兰和铝板放在大型立式车床的平台上,升高到产品图纸要求的高度,然后找到正夹具。利用专用旋压装置编辑球面圆弧曲线程序,采用等距离修正的加工方案,使铝板逐层、快速旋转并按圆弧轨迹向下压进,实现球面曲面的快速成形。
旋压加工:3.工具设计
根据同类型产品内外各种尺寸的球面曲面要求,经研究确定,在超大球头旋压过程中,需要设计通用工装来实现平台标准,即可以选择范围相近且小于工装的工装,并且可以统一支撑工装,节约加工成本。
(1)支撑夹具设计和材料夹紧定位铝板应固定在相同直径的支撑法兰夹具的夹具上。夹具起到固定和支撑的作用,向下旋转。
在旋压过程中,采用编程和偏置Z轴仿形的加工工艺方法。也就是说,先形成材料的中心,并逐渐延伸到边缘,如图2和3中的加工方法所示。设计的支撑夹具为Q235 圆环-shaped,直径4520毫米,宽130毫米,高120毫米的圆环,圆周上均匀分布有48个M12螺纹孔,便于坯料铝板平整均匀的紧固和压制,避免旋压拉伸边缘出现拉伸变形和折叠的现象。
(2)立式车床专用旋压刀杆设计制造中所用的旋压装置,是一种利用轧辊对铝板进行压制的装置。根据铝板的压制情况,车轮直径设计为140mm,铝板材料LF21-O易延展,但表面硬度较低。为了避免拉延过程中内表面出现压痕,影响表面粗糙度,同时有效避免反复旋压后内表面表面积增大导致的产品中心起皱现象,车轮材料采用非金属聚氨酯。制造辊架,辊安装在刀架上的辅助装置。为了保证良好的性能,滚轮架采用45回火钢整体加工成型。滚轮架的夹紧手柄部分设计成平行四边形,倾斜37度。夹紧后,自然形成8度至10度的螺旋切削角,使加工过程更容易切入,更稳定。辊轮纺纱装置结构,
关键词:旋压加工
池先生:13532132144 邮箱:11881851@qq.com 座机:0752-3300202 地址:惠州市惠阳区平潭镇圩镇沿路街170号平潭镇政府旁边
Copyright © 2018-2023惠州市和力旋压金属制品有限公司 | 粤ICP备16072016号 | 技术支持:中企动力 惠州 SEO
